翘曲的测量方法和提升效率的秘诀
测量平面翘曲的测量仪有千分表、轮廓测量仪、三坐标测量仪等。但是,翘曲是立体变形,接触式测量方法以点或线为单位进行测量,很难准确测量翘曲。
根据不同目标物的形状和尺寸,出现某个位置无法用接触式的测量方法准确测量翘曲,或者测量本身在物理上无法完成。
下面将解说翘曲的基础知识、测量方法、测量课题以及解决方法。
何谓翘曲
顾名思义,翘曲一词用来描述物体如弓一般弯曲的状态。一般来说,工业产品的翘曲是板状目标物的弯曲,指是否超出“平面度”所规定的公差值。
何谓平面度

平面度被定义为“平面形状在几何学上偏离标准平面的程度”。在图纸上的指示如下。

- a
- 0.3 mm以内
假设用完全平整的2个平面从上下方向夹住目标物时,其宽度表示的值即为平面度。也就是说,指定公差来规定目标物的面应该有多么平整,最凸起部分与最凹陷部分必须位于上下分离2个平面之间夹住的一定距离内。
上面图纸所示的平面度公差指定的示意图如下图所示。
翘曲的发生原因和影响
产品和部件的翘曲按照材质、制造、加工的方法,有各种原因和影响。以下列举了一些案例。
树脂成型件的翘曲
在树脂(塑料)成型中,成型件发生翘曲的原因有,树脂材料固化时的收缩差、模具的冷却温度差、材料取向等。
此外,在射出成型时,射出和保压的时间、压力等也可能会引起翘曲。
晶圆的翘曲
晶圆在各工序中受到应力(机械应力)。多数情况下,这种应力对于晶圆表面和背面作用的不平衡会导致翘曲。尤其在研磨工序中,若作用于加工面的应力很强,则残留应力会造成凸状的翘曲(顺翘)或凹状的翘曲(反翘)。
有翘曲的晶圆不仅会引起芯片不良,还会在搬运时因真空泄漏而造成吸附不足,导致晶圆掉落等问题,影响成品率。
印刷电路板的翘曲
随着电子部件的小型化、高密度封装化发展,回流焊方式的封装变得十分普及。但是,回流焊封装工序中的加热可能会造成印刷电路板翘曲。
回流焊加热时,若印刷电路板发生翘曲,已封装的IC引线可能会翘起,导致封装不良和连接不良。
此外,封装后通电或使用时的发热可能引起印刷电路板翘曲,使部件接点处出现问题,从而导致故障。
金属板的翘曲
进行冲压等各种金属加工时受到的热应力和残留应力是较具代表性的翘曲发生原因。
但是,通过电火花线切割加工等切割金属板时,若用于冲压加工的板材本身不能保持平面度,则会影响到加工后的产品形状。金属部件因热膨胀而产生翘曲,因此必须考虑部件的保管温度以及夹具、加工机的温度。
翘曲测量的重要性和课题
除之前列举的翘曲发生案例以外,由于热应力、残留应力等而发生翘曲的情况也不少见。为了防止发生不良和故障等、维持高质量,需要准确测量加工前部件和加工后产品的翘曲。
如下所示,翘曲有多种测量方法。
- 将千分表固定在机械臂上,一边描摹目标物,一边读取数值变化。
- 使用拥有平坦测量面的透明玻璃材料的基准原器,即光学平板进行接触,同时根据条纹图案(光波干涉条纹:牛顿环)数量实施测量。
- 使用形状轮廓测量仪和三坐标测量仪等的测量方法。
但是,使用接触式测量仪测量翘曲存在以下课题。
使用形状轮廓测量仪测量翘曲的课题
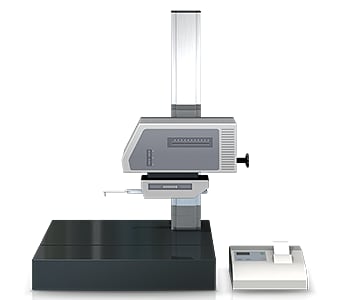
形状轮廓测量仪是使用被称为探针的触针,沿目标物表面移动,对其轮廓形状进行测量、记录的装置。
近年来还出现了用激光代替触针,通过非接触式的轮廓描绘,实现复杂形状测量的机型。部分机型还能进行上下两面的测量。
使用形状轮廓测量仪测量翘曲存在以下课题。
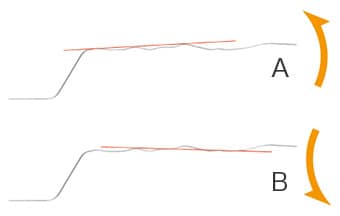
- A
- 右侧上升
- B
- 右侧下降
- 因为是用线描摹目标物进行测量,所以难以掌握翘曲情况。
- 难以掌握目标物表面整体状态。
- 例如表面贴装后的印刷电路板,原本希望测量的面之外有凹凸(芯片)时,很难测量是否有翘曲。
- 以线为单位设定基准面十分困难,可能会发生测量误差(如图)。
使用三坐标测量仪测量翘曲的课题

一般来说,如要使用三坐标测量仪测量翘曲,必须使探头前端的接触件至少接触目标物待测量面角落的4个位置。
例如,测量板材时,通常测量6至8点。若测量范围较大,可通过增加测量点来取得更多位置的测量值,从而提升测量精度。
在测量翘曲时会面临以下课题。
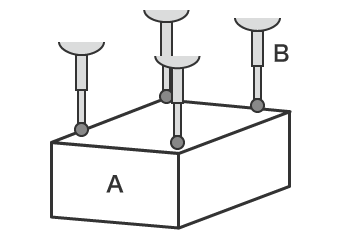
- A
- 目标物
- B
- 探头
- 因为需要以点为单位进行接触和测量,所以基本上很难取得整体形状。
- 如需进行多点测量以获得更多测量值,必须花费大量时间,而且无法详细掌握整体形状。
翘曲测量的课题解决方法
接触式测量仪以点或线为单位测量形状,因此难以测量目标物上希望测量的面整体。若为了提升测量精度而进行多点测量,不仅难以准确掌握包括翘曲在内的形状,还需要大量工时。此外,在多数情况下,测量翘曲还要求具备经验、知识和技术。确保能够测量的人员以及存在测量值的人为偏差也是重要的课题。
为解决这些测量现场的课题,bat365官网开发了3D轮廓测量仪“VR系列”。
“VR系列”采用非接触的方式,以面为单位准确捕捉目标物的3D形状。不需要严格定位,最快1秒即可完成载物台上目标物的3D扫描,高精度地测量三维形状。因此,测量结果不会产生偏差,可瞬间完成定量测量、检测。下面具体介绍这些优点。
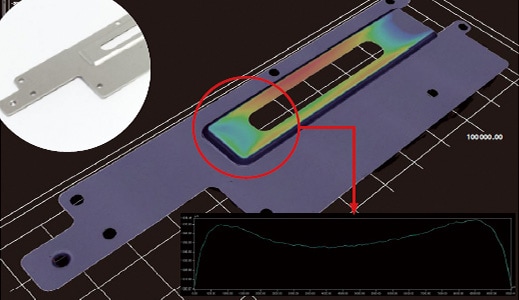
优点1:以面为单位扫描形状。快速掌握整体形状
例如,冲压加工中条件设定难度较高的“拉延加工”。材料上有时会由于机械应力而产生意外变形,需注意翘曲等形状不良的发生。
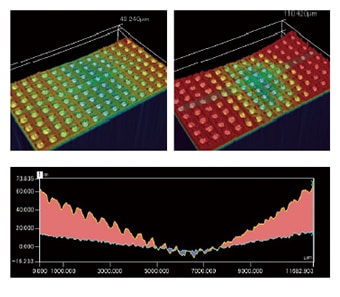
采用“VR系列”,只需将目标物放置到载物台上进行扫描即可。无需定位,实现了以面为单位捕捉目标物整体的3D形状。
可按颜色区分显示目标物整体高度以及测量各个部位的轮廓,所以能够将形状不良的部位及其详细数值等可视化,便于测量人员掌握情况。如此便可顺利查明模具和成型条件等的不良原因并进行调整。
可获得定量测量的形状数据,有助于利用容许值(公差)的数值管理翘曲,或进行趋势分析。

优点2:以非接触方式,最快1秒内完成高速扫描,轻松掌握整体翘曲情况
回流焊工序中的加热可能会造成印刷电路板发生翘曲,导致引线翘起等。但是,使用接触式测量仪很难测量表面封装后印刷电路板整体的翘曲情况。
使用“VR系列”,即使是封装后的印刷电路板,也只需放置在载物台上,以非接触方式,在最快1秒内完成整体形状扫描,不仅能了解印刷电路板整体的翘曲,还能快速掌握封装部件翘起情况。此外,还可取得不良部分等各个位置的轮廓数据,因此能够快速获取形状变化的详细数据。
无需对目标物实施严格定位。只要将目标物放置于载物台,即可自动补正图像,快速简单地完成定量测量和检测。

优点3:可利用多个测量数据实施定量比较和分析
采用“VR系列”,最快1秒就能以面为单位扫描和测量目标物整体的3D形状,可在短时间内定量测量多个目标物。对于如此高效地收集而来的多个测量数据,不仅能列表显示,还能将同样的分析内容统一应用至各个数据。
由此,一眼即可确认多个目标物形状数据的差异。例如,可批量分析多个数据的平面度,对NG品相较于OK品的翘曲程度,快速简单地进行定量评估。

- 左
- 接触式测量仪…测量位置偏移和测量值偏差导致很难准确比较。
- 右
- VR系列…无需定位,快速测量。将多个测量结果进行排列,统一应用同样的分析内容,轻松实施定量比较和分析。
总结:对难以测量的翘曲测量进行飞跃性改善和高效化
采用“VR系列”,可通过高速3D扫描,以非接触的方式迅速、准确地测量目标物翘曲等3D形状。
- 因为是以面为单位来捕捉,所以可掌握目标物整体上出现翘曲的位置,并对各个位置进行轮廓测量。
- 不必定位,只需将目标物放置在载物台上并按下按钮的简单操作,即可完成测量。
- 简单、快速、高精度地测量3D形状,因此可在短时间内测量多个目标物。
- 轻松实现多个测量数据的定量比较和分析。
此外,通过设定平面度的公差,可轻松判断OK/NG品,以及利用数据分析NG品。封装印刷电路板等难以测量翘曲的目标物,如今也可快速准确地测量翘曲,飞跃性地提升了测量作业的效率,实现无缝数据分析。
